Dynamic Beam Lasers (DBL) for automotive industry and electro-mobility sector
- 23 hours ago
- 5 min read

Introduction
In the automotive industry a wide range of different materials have to be joined with a direct focus on productivity, repeatability and robustness. Laser Beam Welding offers high process speeds with minimal changes to the base material properties. Conventional laser systems reach their limits by processing modern alloys, challenging materials or material combinations that can be found in the automotive industry.
Automotive parts use materials like aluminum, copper, and mixed alloys. Each material behaves differently under heat. For example, aluminum die-cast housings are common units for enclosures of electrical components. Conventional laser beam welding can be challenging due to the dissolved hydrogen in the base material, which tends to cause porosity in the weld seam. Copper is highly reflective for lasers typically used in the NIR-regime. This makes copper very difficult to weld with conventional systems. Welding dissimilar aluminum and copper joints causes the formation of intermetallic phases, reducing the strength and the electrical conductivity of the joint. The Dynamic Beam Laser (DBL) of Civan Lasers offers a universal tool to counteract these challenges that occur in the automotive industry and the electro-mobility sector.
Dynamic Beam Laser offers an unique technology to shift the laser focus within the focal plane in the MHz region. This contributes to a precise control of the heat generation by creating individual Dynamic Beam Shapes, Fig. 1.

Dynamic Beam Shaping for universal heat input alignment
Aluminum Die-Cast
Aluminum die-casting is a cost-effective method for producing compressor components, heat exchanger and enclosures. Dissolved hydrogen in the base material leads to high porosity in the weld seam. The result is low static and cyclic strength, which leads to inadequate results in fatigue or burst tests. With the DBL technology from Civan Lasers, a Dynamic Spiral can be used to directly address the challenges of aluminum die-cast alloys and improve the quality of the joint, Fig.2.

Shifting the laser intensity to form a spiral within the 5–40 kHz frequency region will cause the melt pool to follow the temperature gradient of the beam shape. As a result, the degassing of the molten material is supported by forming a stabilized keyhole. The hydrogen content can easily escape the molten pool and prevent the formation of pore clusters.
Additionally, the same Beam Shape can be used for a polishing of the weld seam that can both lower the pore content and increase the surface quality. The frequency of the Beam Shape is increased to 500 kHz. In this frequency region, the melt pool will react quasi static without following the temperature gradient. This supports the formation of a sealed surface which enhances the leak tightness.
In order to exploit the advantages of both strategies, the welding process can be divided into two steps. In the first pass, a low beam shape frequency promotes a high weld depth. A second pass with increased beam shape frequency is used to polish the weld. This can be implemented directly in-line, enabling feed rates of up to 150 mm/s. Compared to friction stir welding, process times can be reduced by a factor of more than 10.
Aluminum Wrought Alloy
Battery cooling plates are used to stabilize battery temperature and keep performance consistent in electric vehicles. Today, these components are mostly joined using brazing. While brazing is well understood, it is expensive and has limitations in cycle time and process control. Laser welding offers a cleaner alternative, but maintaining quality at high speed is still a challenge. A typical cooling plate can require more than 20 meters of continuous weld, where even a single leak is not acceptable.
For the processing of wrought aluminum alloys, high process speeds of up to 500 mm/s are targeted, which allow leak tight welding of plate material (e.g. overlap joint – 1 mm to 2 mm). A beam shape with a special intensity distribution is used to meet these requirements, Fig. 3.


Combining high central laser intensity with a surrounding ring of lower intensity enables high welding depths at high process speeds. The beam shape used is directional and rotates in the direction of the velocity vector during the process. This beam shape can be aligned automatically and applied to any geometry using scanner optics (e.g. direct import of welding paths from CAD models). The welded cooler component was fully leak-tight at 2 atm overpressure.
Special beam shapes can also be used to manufacture similar components for higher-strength alloys (AA 6000 and 7000 series). Due to their alloy composition, these material systems tend to form hot cracks. By specifically adjusting the heat input, the solidification intervals within the welding process can be directly influenced. This allows for a significant reduction in hot crack sensitivity.
Pure Copper & Dissimilar Cu – Al Joints
Thick copper bus bars are used in fast charging systems to carry very high currents with minimal electrical losses. As charging speeds increase, the demand for higher conductivity and thermal stability grows, which drives the use of thicker copper sections. Today, joining these components is challenging due to copper’s high reflectivity and thermal conductivity. Traditional methods can struggle with consistency and heat control. Laser welding offers a precise solution, but achieving stable, deep welds in thick copper while maintaining quality remains a key challenge.
Joining electrical contacts are a main topic in the electro-mobility sector. In addition to conventional copper or aluminum conductors, there is a growing demand for dissimilar Cu-Al joints.
Copper has a high thermal conductivity and reflects a high percentage of laser power in its solid state. Combining different beam shapes into sequences offers another option for direct process control, Fig.4.

An alternating arrow shape combines preheating of the material at low laser intensity in the leading edge with a high penetration depth due to higher intensity in the center of the beam shape. The surface of the material initially melted due to the preheating of the arrowhead. In the molten state, copper has a highly increased laser absorption, which provides a more stable process with higher penetration depth and better surface quality.
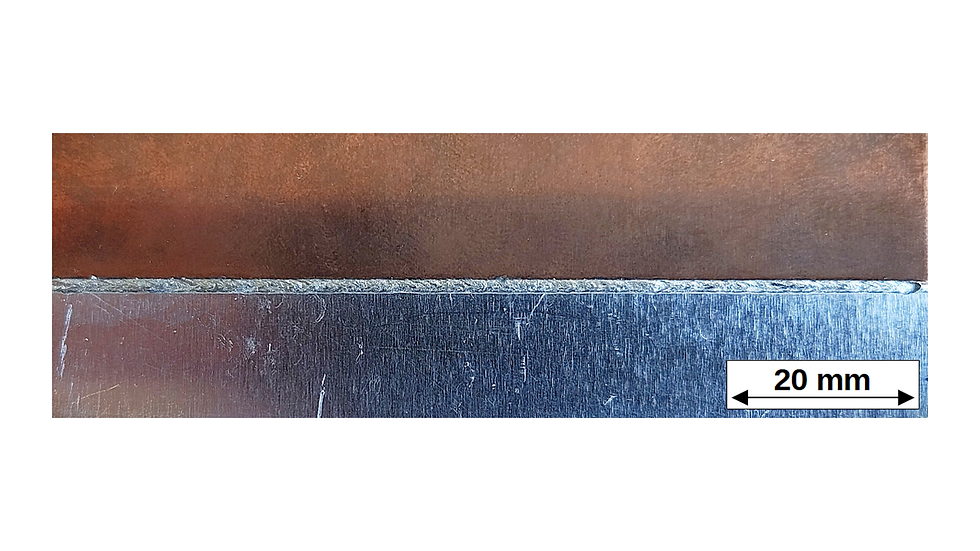

Due to the formation of intermetallic compounds (IMCs), dissimilar Cu-Al joints often exhibit low strength and high electrical resistivity. Civan's beam shaping technology enables both materials to be heated precisely, minimising the formation of IMCs. This makes it possible to produce high-quality electrical contacts in the form of sheets, wires or strands.
Civan’s Dynamic Beam Laser – The Key Solution for every Material
Dynamic Beam Laser (DBL) enables new capabilities in automotive and e-mobility manufacturing. It allows better control of heat input, which improves weld quality and makes laser welding viable in applications that were not possible before. At the same time, it supports higher processing speeds, helping reduce cycle time and cost. In many cases, both benefits come together. DBL improves stability while increasing throughput, making laser welding both technically feasible and economically attractive for next-generation automotive production.


